If you are deeply involved in the design, production, or selection of minimally invasive medical devices, you will understand that catheter-based interventional navigation is not simply about pushing the catheter into the blood vessel. The core key lies in controlling frictional resistance, or more precisely, minimizing interfacial friction.
The hydrophilic coating on the device surface is not merely an added bonus, but a core component that directly affects surgical success rates and ensures patient safety. Excessive frictional resistance can easily cause damage to the blood vessel wall, surgical failure, or difficulty in delivering the device. Furthermore, neglecting to consider coating selection and process control can lead to significant compliance risks such as registration difficulties and product recalls.
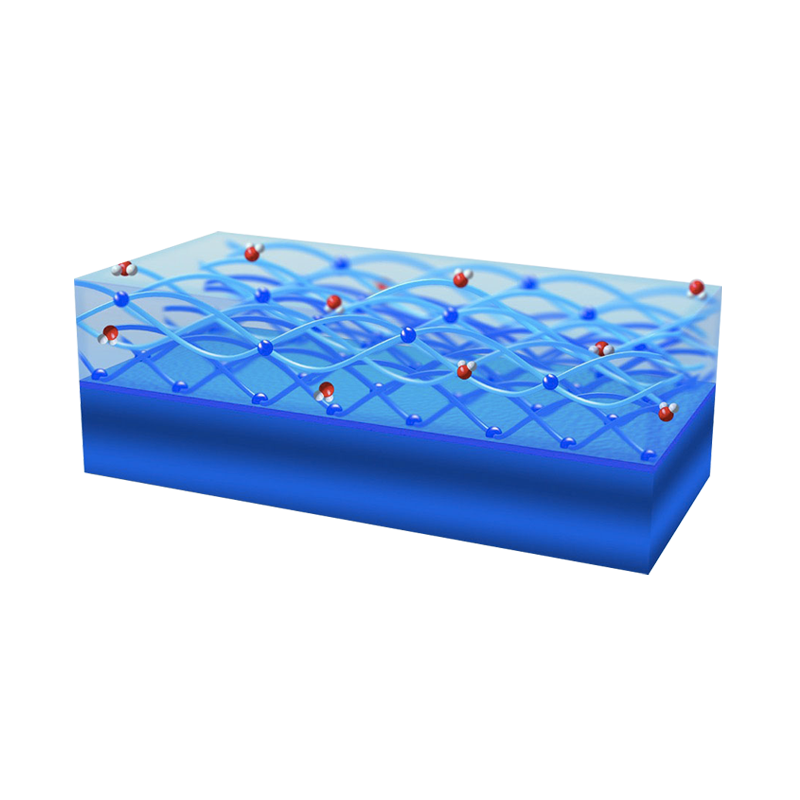
Hydrophilic coatings adsorb and lock in water molecules, giving the instrument surface a moist and smooth state, analogous to a moist lemon seed, completely different from a dry, hard plastic surface.
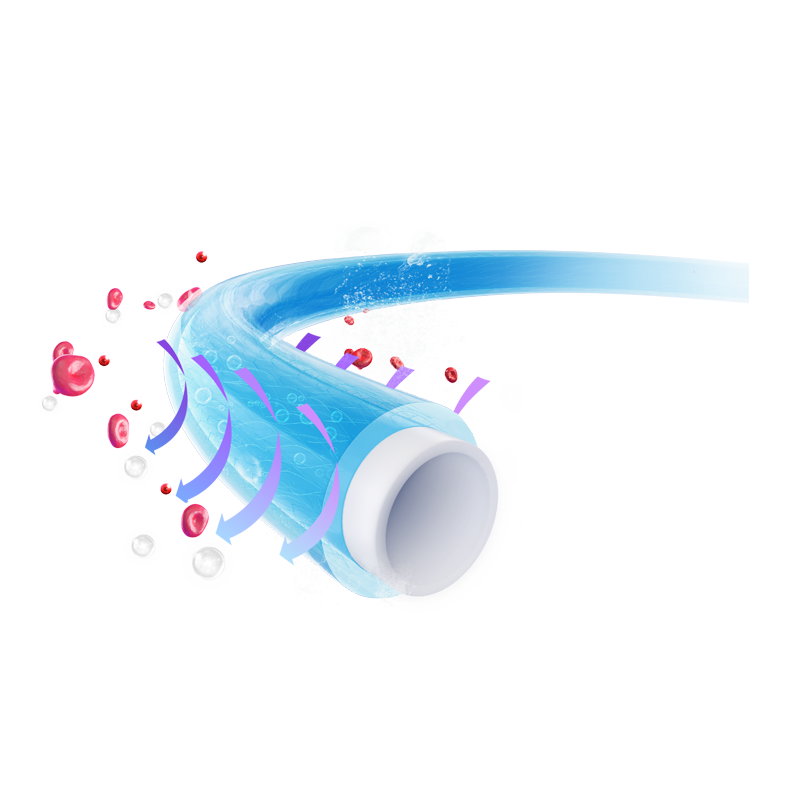
The entire working principle is simple and ingenious: Polymer materials based on polyvinylpyrrolidone (PVP) and similar hydrophilic polymers form a dry film no more than 5 micrometers thick on the instrument surface. In the dry state, this film is transparent, chemically stable, and almost invisible to the naked eye; once it comes into contact with aqueous media such as saline or blood, the polymer chains rapidly absorb water and swell, generating a continuous hydrogel lubricating layer on the instrument surface.
The core of friction reduction lies in this hydrogel interface: the friction between the instrument and human tissue is no longer direct friction between solid substrates, but rather relies on a liquid water film to complete the sliding motion. Compared to uncoated substrates, the reduction in interfacial friction can reach up to 95% or more.
Hydrophilic coatings are the preferred solution for interventional procedures in various internal cavities, such as blood vessels, the urethra, and the digestive tract. They are suitable for all devices requiring smooth insertion within aqueous biological channels. These environments are naturally rich in bodily fluids, which quickly activate the coating to absorb water and form a lubricating film, providing drag reduction as needed.
Hydrophobic coatings, such as those based on parylene and silicone, possess water-repellent properties and achieve lubrication through a dry film structure, without requiring water activation. They are more suitable for applications in the absence of bodily fluids, products requiring chemical resistance, or those needing long-term stable implantation. Typical applications include external catheters, dry mechanical contact surfaces, and implantable devices requiring uniform coating for corrosion protection.
A common misconception in the industry is that hydrophobic coatings cannot improve smoothness in an aqueous environment. Parylene-coated guidewires do not experience improved lubrication upon contact with blood; they only maintain an inherently low friction level. In contrast, the lubrication effect of hydrophilic coatings increases with increasing water absorption, but there is an upper limit to its performance.
Selection Guide: If the device is used for operation in intracorporeal fluid cavities, hydrophilic coatings should be preferred; if the requirements are dry lubrication, resistance to chemical corrosion, and long-term implantation stability, hydrophobic coatings should be selected; some composite devices can be combined with two types of coatings in different sections to meet the needs of different sections.
COF testing is the baseline. If you can't measure friction reduction, you can't validate a coating.
The standard test protocol works like this:
1. Preparation: The coated sample catheter is soaked in a constant-temperature water bath for 30–60 seconds to fully hydrate the hydrophilic coating.
2. Clamping: A clamping force (typically 300g) is applied to the catheter through the friction testing device.
3. Cyclic testing: The catheter is pulled through the friction apparatus for 25 cycles, with real-time friction force and displacement data recorded.
4. Analysis: The average friction force across all 25 cycles is calculated, and the friction-displacement curve is examined for trends.
Lubricity means nothing if the coating doesn't stay put. Adhesion testing evaluates whether the coating survives real-world handling, shipping, and clinical use.
Repeat friction cycle testing is the primary durability assessment. After the initial 25-cycle COF test, samples are pushed further — 50 cycles or more — to see when (and if) the coating degrades. A well-formulated hydrophilic coating should maintain its low friction coefficient and intact appearance through at least 25–50 friction cycles. If it's flaking off before cycle 25, there's a formulation or process problem.
Congo Red staining is a clever visual adhesion check. Since hydrophilic coatings are colorless and transparent (typically ≤5μm thick), you can't see them with the naked eye to judge uniformity. So you soak the coated catheter in Congo Red solution after testing. Congo Red binds specifically to PVP through molecular adsorption — any uncoated area stays white, any coated area turns red. If the staining is uniform and complete, the coating is intact. If you spot bare patches, you know the coating failed in those areas.
Qualification criteria: one uncolored area under 1mm is acceptable. Anything larger, or multiple bare spots, is a reject.
Bend and wrap testing
wrapping the coated catheter around a 4mm cylindrical mandrel — checks whether the coating cracks or delaminates under mechanical stress. This simulates what happens when a catheter navigates a tortuous vascular path. The coating must flex without fracturing.
Contact angle is the most direct measurement of how "hydrophilic" your hydrophilic coating actually is. Drop a water droplet on the coated surface, measure the angle where the droplet meets the surface, and you've got your answer.
• Lower contact angle = better wettability = more hydrophilic surface
• Higher contact angle = worse wettability = more hydrophobic surface
A well-applied hydrophilic coating should show a dramatically reduced contact angle compared to the bare substrate — typically dropping from 60–90° on untreated polymers to well under 30° on a properly coated surface.
Contact angle mapping across the device surface also tells you about coating uniformity. If the angle varies significantly from point to point, you've got uneven coverage — which means inconsistent lubricity in different sections of the catheter. That's a process problem, not a formulation problem.
This one matters for intravascular devices. The idea: when a catheter enters a blood vessel, proteins start adsorbing onto its surface. Fibrinogen is one of the first and most problematic proteins to adsorb — it's a precursor to thrombus (clot) formation. A good hydrophilic coating should resist fibrinogen adsorption, effectively making the surface less thrombogenic.
The test uses radiolabeled fibrinogen in a simulated blood environment. The coated sample is exposed to the solution, then the amount of fibrinogen adsorbed onto the surface is measured using radioactive detection. Lower adsorption = better hemocompatibility.
This isn't just a regulatory checkbox. Excessive protein adsorption on a catheter surface can lead to thrombus formation, which can cause ischemic events in patients. For cardiovascular and neurovascular devices, this test is often part of the biocompatibility dossier submitted to regulatory bodies.
Your coating has to survive sterilization without losing performance. Period.
The two dominant sterilization methods for hydrophilic-coated devices are:
• Ethylene oxide (EtO): Low-temperature gas sterilization. Generally compatible with most hydrophilic coatings, but the cycle parameters (temperature, humidity, exposure time, aeration duration) need validation.
• Electron beam (E-beam): Radiation sterilization. Faster cycle, but the radiation dose can degrade some polymer systems if not properly controlled.
A robust hydrophilic coating should maintain its COF reduction, adhesion, and visual appearance after both sterilization methods. Any coating vendor who can't provide sterilization compatibility data — or who tells you "it depends" without offering to run the tests — is not ready for production.
Not all substrates are suitable for hydrophilic coatings. The chemical composition, surface energy, and mechanical properties of the substrate surface all directly affect the coating adhesion and overall performance.
Pebax (polyether block amide) is one of the most popular catheter substrates for interventional devices, and it bonds well with hydrophilic coatings. The amide groups in Pebax provide good chemical compatibility with PVP-based coating systems.
PVC (polyvinyl chloride) is widely used in urinary catheters and some disposable interventional devices. Standard hydrophilic coatings adhere well, but plasticizer migration from PVC formulations can sometimes interfere with coating performance over shelf life. This needs to be evaluated case by case.
TPU (thermoplastic polyurethane) and PU (polyurethane) offer good flexibility and kink resistance. They accept hydrophilic coatings, but surface preparation and primer selection matter — the urethane linkages can interact differently with different coating chemistries.
Nylon (polyamide) and PE (polyethylene) are trickier. Nylon's crystallinity can reduce coating adhesion unless the surface is properly treated. PE's low surface energy makes adhesion challenging without pretreatment or specialized primer systems.
Metal is a different animal entirely. Stainless steel and Nitinol (nickel-titanium alloy) are the go-to materials for guidewires — the thin, flexible wires that lead catheters through vasculature. Coating a metal spring guidewire with a hydrophilic layer presents unique challenges.
The metal surface has fundamentally different chemistry than a polymer surface. Adhesion mechanisms are different. The coating must accommodate the wire's flexibility — metal guidewires bend, twist, and flex during use, and the coating can't crack or flake under those conditions. Plus, the coating must maintain the guidewire's tactile feedback and torque response — add too much surface texture or stiffness, and you compromise the physician's ability to feel what the wire tip is doing.
This is why specialized metal-specific hydrophilic coatings exist. jMedtech's jHydro® system, for example, is a proprietary PVP-based formulation specifically optimized for metallic components. Testing data shows it achieves a friction coefficient of 0.02 on metal guidewires — and friction force reduction of over 95% compared to uncoated wire. After 25–50 friction cycles, the coating maintains its low friction coefficient and intact appearance. Congo Red staining confirms uniform, wrinkle-free coverage with no delamination.
Critically, the jHydro® coating preserves the guidewire's flexibility and tip shapeability — the coated wire bends almost identically to the uncoated wire. That's not easy to achieve on a spring coil construction.
Braided tubing is where hydrophilic coating application gets genuinely difficult.
The problem: braided structures have interstices — gaps between the braid wires — and complex surface geometries. A hydrophilic coating applied to a braided tube can peel or detach during use because the coating doesn't have a uniform, continuous substrate to bond to. The braid structure creates stress concentration points where the coating is vulnerable.
The engineering solution: rather than coating the braid directly, you first enhance the surface hardness of the braided tube — essentially creating a smooth, continuous outer layer over the braid — and then apply the hydrophilic coating on top of that hardened surface. This two-layer approach achieves >95% friction reduction while maintaining excellent microparticle stability, chemical properties, and biocompatibility.
This is an area where integrated coating-and-tubing expertise pays off. If your coating vendor and your tubing vendor are different companies, you're going to spend a lot of time troubleshooting adhesion failures at the interface.
Hydrophilic coatings have become standard across a wide range of minimally invasive medical devices.
Cardiovascular interventional catheters
diagnostic and therapeutic catheters for coronary artery procedures. These navigate tortuous coronary anatomy and need consistent, low-friction surfaces throughout the procedure.
Peripheral interventional catheters
used for peripheral artery disease treatment. Longer working lengths and more complex vessel paths demand durable hydrophilic surfaces.
Neurovascular interventional catheters
microcatheters and support catheters for stroke treatment and neurovascular interventions. These operate in the smallest, most delicate vessels in the body. Coating uniformity and flexibility are critical.
Stent delivery systems
the catheter that carries a stent to the target lesion and deploys it. The delivery system must slide smoothly over the guidewire and through the guiding catheter without catching or sticking.
Balloon catheters
used for angioplasty and pre/post-dilation. Balloon catheters often require hydrophilic coatings on the shaft to facilitate delivery through tight stenoses.
Hydrophilic guidewires
the workhorses of interventional procedures. A hydrophilic-coated guidewire with a super-slippery surface can cross tight lesions and navigate tortuous anatomy that an uncoated wire simply can't reach.
Metal guidewires
stainless steel and Nitinol guidewires that need the same friction-reducing benefits but on a metallic substrate (requiring specialized coating formulations like jHydro®).
Urinary catheters
intermittent and indwelling catheters. Hydrophilic coatings reduce urethral trauma during insertion and improve patient comfort — a significant quality-of-life improvement for patients requiring regular catheterization.
Disposable endoscopic catheters
single-use endoscopy accessories that benefit from reduced insertion force and improved patient comfort.
The curing method — how you turn the wet coating into a functional, durable dry film — has a major impact on your manufacturing throughput, your substrate options, and your final coating quality.
UV curing uses ultraviolet light to initiate a photochemical reaction that crosslinks the coating polymer. The advantages are significant:
• Speed: UV curing reduces curing time by over 80% compared to thermal methods. What might take 30–60 minutes in a thermal oven can be completed in minutes — sometimes seconds — with UV.
• Substrate range: UV curing is a low-temperature process. It doesn't subject the substrate to thermal stress, which means you can coat heat-sensitive polymers without distortion, degradation, or dimensional change.
• Coating quality: UV-cured coatings typically achieve excellent uniformity, high crosslink density, and consistent mechanical properties. The jAqua® system from jMedtech is a patented UV-cure process that delivers uniform, transparent coatings with >95% friction reduction and low particulate release.
• Production efficiency: The fast cure cycle means you can run more parts per hour. Automated UV-cure coating systems can process nearly 1,000 units per hour.
The trade-off: UV curing requires line-of-sight exposure. Complex geometries with shadowed areas may need multi-angle UV exposure or rotation during curing. And the coating formulation must include photoinitiators — which adds another variable to control.
Thermal curing uses heat to drive a chemical crosslinking reaction. It's a more traditional approach with its own advantages:
• No photoinitiator needed: Thermal-cure systems rely on heat-activated chemistry, so there's no photoinitiator residual to worry about.
• Uniform curing in complex shapes: Heat penetrates everywhere — shadows and geometry don't matter the way they do with UV.
• Established qualification protocols: Thermal cure is the older technology, so there's a deeper base of regulatory precedent and validation data.
thermal curing is slow, energy-intensive, and limits your substrate choices to materials that can withstand the curing temperature. For heat-sensitive polymers or thin-walled tubing, thermal distortion is a real risk.
The choice between UV-cure and thermal-cure comes down to three factors:
1. Substrate thermal sensitivity — If your polymer distorts at curing temperature, UV-cure is the obvious choice.
2. Production volume — If you need high throughput (150,000+ units/year), the 80%+ time savings from UV curing translates directly to lower cost per unit.
3. Coating performance requirements — Both methods can produce excellent coatings, but UV-cure systems tend to deliver better control over coating uniformity and thinner films.
Your substrate material determines which coating systems are viable and what surface preparation is needed. Polymer substrates (Pebax, PVC, TPU, PE) generally accept standard hydrophilic coatings with appropriate surface treatment. Metallic substrates (stainless steel, Nitinol) require specialized formulations optimized for metal adhesion and flexibility.
A urinary catheter has very different lubricity and durability requirements than a neurovascular microcatheter. Cardiovascular and neurovascular devices demand the lowest possible friction (we're talking COF in the 0.02–0.05 range when hydrated) because they navigate the smallest, most delicate vessels. Peripheral devices need durability over longer working lengths. Urinary catheters prioritize patient comfort over extreme friction reduction.
Prototype quantities and clinical trial batches have different economics than commercial-scale production. If you're targeting 150,000–200,000 units per year, you need an automated coating system with UV curing, minimal manual intervention, and consistent repeatability.
Some manufacturers want to bring coating in-house and need the equipment. Others want a coating service provider to handle the process entirely. The most flexible partners offer both — coating equipment for in-house production and coating services for outsourced manufacturing.
For manufacturers evaluating their options, jMedtech provides a useful reference point. As an ISO 13485-certified medical device CDMO with three manufacturing facilities and 600+ customer partnerships, they've built an integrated coating capability that spans:
• jAqua® Hydrophilic Lubricious Coating: Their patented UV-cure hydrophilic coating system achieves >95% friction reduction across multiple substrate types (Pebax, PVC, TPU, PE, and metals). The UV cure process cuts curing time by over 80%. The coating maintains flexibility and rebound — catheters coated with jAqua® bend through tortuous paths without cracking or delaminating. It's compatible with both EtO and E-beam sterilization, and testing shows it maintains low friction and intact appearance through 25–50 friction cycles.
• jHydro® Metal-Specific Hydrophilic Coating: A proprietary PVP-based formulation optimized specifically for metallic components — stainless steel and Nitinol guidewires. Achieves a friction coefficient of 0.02 with >95% friction force reduction. Maintains guidewire flexibility, tip shapeability, and tactile feedback after coating.
• Braided tube solution: A two-step approach that first enhances the surface hardness of braided structures, then applies a hydrophilic top coat — achieving >95% friction reduction on braid constructions that would otherwise be problematic.
• Automated coating systems: Their high-production coating equipment supports annual output of 150,000–200,000 units with UV curing, featuring a five-stage lifting system with variable-speed pulling, 12 light-intensity monitoring points, and anti-tangle mechanisms during curing. They also supply standalone friction testing equipment for in-house quality control.
• Integrated supply model: jMedtech offers both coating equipment sales and coating services — meaning you can buy the system and run it yourself, or outsource the coating process to their ISO-certified facilities. They also provide custom medical tubing and composite tubing CDMO services, so coating and tubing fabrication can be handled by a single supply chain partner.
A hydrophilic coating is a thin (≤5μm), water-loving polymer layer applied to the surface of medical devices like catheters and guidewires. When it contacts water or bodily fluids, the coating absorbs moisture and forms a lubricious hydrogel surface that dramatically reduces friction — typically by over 95% compared to uncoated surfaces. The coating doesn't lubricate by itself; it holds water, and the water does the lubricating. This allows devices to slide smoothly through blood vessels, urethral tracts, and other anatomical pathways with minimal tissue trauma.
Hydrophilic coatings can be applied to a wide range of substrates. Common polymer substrates include Pebax, PVC, TPU, polyurethane, Nylon, and PE — each requires specific surface preparation and formulation adjustments for optimal adhesion. Metallic substrates like stainless steel and Nitinol guidewires can also be coated, but they require specialized formulations (such as PVP-based metal-specific coatings) to ensure proper adhesion and flexibility on metal surfaces. Braided and complex-structure tubing can be coated using a surface-hardening pretreatment followed by hydrophilic top-coat application.
Durability is assessed through several complementary methods. The primary test is cyclic friction testing: a coated catheter is pulled through a friction apparatus for 25–50 cycles while measuring friction force in real time. A durable coating maintains consistent low friction without an upward trend in the force-displacement curve. Visual adhesion is checked using Congo Red staining, which reveals any uncoated or delaminated areas. Mechanical stress testing — wrapping the coated device around a 4mm mandrel — checks for cracking or delamination under bending. Finally, sterilization compatibility testing (EtO and/or E-beam) confirms that the coating survives sterilization without performance loss.
UV-cure coatings use ultraviolet light to crosslink the polymer, offering major speed advantages (curing time reduced by 80%+), compatibility with heat-sensitive substrates, and high production throughput (up to ~1,000 units/hour on automated systems). Thermal-cure coatings use heat to drive crosslinking, which eliminates the need for photoinitiators and handles complex geometries without line-of-sight constraints, but requires longer cure times and limits substrate choices to heat-resistant materials. The choice depends on your substrate's thermal tolerance, your production volume requirements, and your coating performance specifications.
Start with your substrate material — it determines which coating systems are viable. Next, consider the clinical application: cardiovascular and neurovascular devices need ultra-low friction (COF ≤0.05), while urinary catheters prioritize comfort and ease of insertion. Then evaluate your production volume: prototype-scale and commercial-scale manufacturing have very different equipment and cost requirements. Finally, decide whether you need coating materials, coating equipment, coating services, or a fully integrated solution. Work with a coating supplier who can provide validated test data (COF reduction, durability cycles, sterilization compatibility) for your specific substrate and application — not just generic performance claims.