Medical devices that come into direct contact with the bloodstream pose significant clinical risks: contact between blood and foreign bodies can easily induce platelet activation, thrombosis, and a chain reaction of inflammation. In extreme cases, device failure may occur, forcing patients to undergo a second surgery within a short period. This risk is unavoidable for all blood-contact devices, including catheters, vascular grafts, and interventional sheaths.
Heparin surface coatings, with their superior anticoagulant properties, have maintained the gold standard for antithrombotic treatment of vascular devices for decades, representing the optimal solution to the blood compatibility problem. Their core advantages are significant: long-lasting inhibition of coagulation reactions, avoiding thrombosis and inflammation risks at the source, and significantly reducing the probability of secondary surgery.
However, the industry often overlooks a crucial difference: the effectiveness of heparin coatings depends entirely on the manufacturer's manufacturing process. High-quality, custom-made heparin coatings remain stable and effective throughout the device's lifespan, maintaining long-lasting antithrombotic activity; inferior coatings are prone to premature degradation and delamination, failing biocompatibility tests and prolonging the registration period. Choosing high-performance heparin coatings from professional manufacturers is essential to maximizing their core advantages of biocompatibility and long-lasting anticoagulation, ensuring product compliance and clinical safety.
Heparin possesses a simple and highly efficient molecular anticoagulation mechanism: it binds to antithrombin III in the blood, increasing the protein's coagulation inhibitory capacity by 1000 times. It neutralizes thrombin before thrombus formation, blocking the coagulation chain reaction and preventing thrombus formation at its source.
The difference between systemic heparin administration and heparin surface fixation on medical devices is significant: systemic administration causes anticoagulation throughout the body, resulting in a persistently high risk of bleeding; while heparin coatings only work locally at the point of contact between the device and blood, without spreading throughout the body, providing precise thrombus prevention with virtually no systemic bleeding risk.
It is precisely this unique advantage of localized action and leveraging the body's own coagulation regulation system that makes heparin coatings irreplaceable in the iteration of various anticoagulation protocols.
The coating bonding process is crucial for selection, yet it is often overlooked by R&D and procurement teams.
Ionic bonds fix heparin through electrostatic adsorption, which can be achieved through dip coating, a simple process, but the bonding strength is unstable. Blood pH, ion concentration, and blood flow impact can all wash away the surface layer of heparin. While short-term indwelling catheters (within 72 hours) may be usable, they are completely unsuitable for long-term implantable devices.
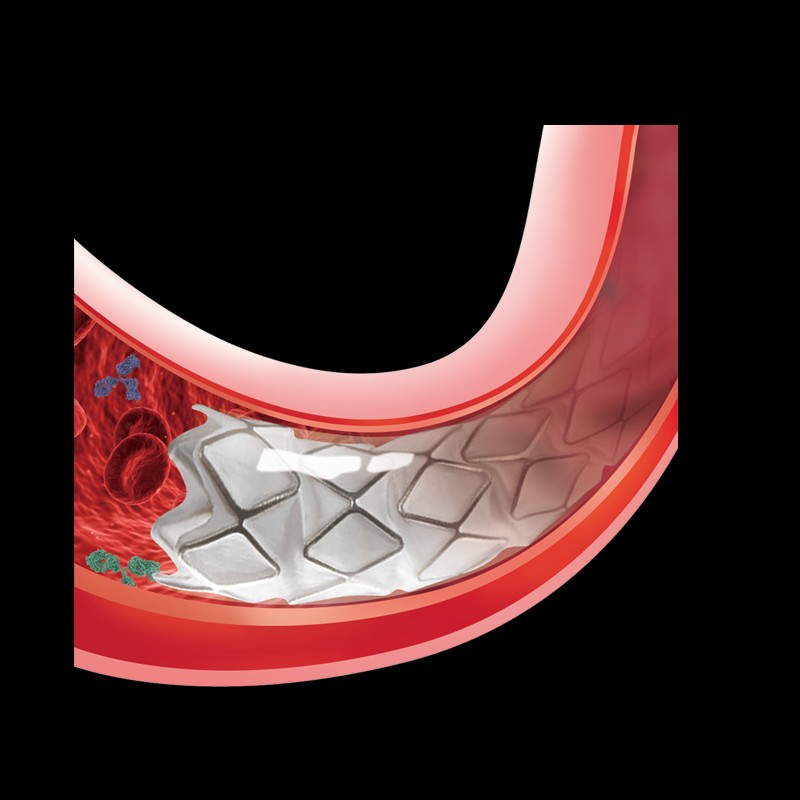
Covalent bonding, on the other hand, firmly attaches heparin to the device substrate through stable chemical bonds. This is a molecular-level fusion, preventing it from being washed away by blood flow and maintaining a stable anticoagulant effect throughout the device's entire lifespan.
For the development of long-term implantable devices such as heart valves, vena cava filters, and stent grafts, covalently bonded heparin coatings are essential.
Skipping the coating process and using a low-quality coating comes at a cost far exceeding the cost savings.
When bare metal or bare polymer devices come into contact with blood, they adsorb various plasma proteins within seconds, causing rapid platelet aggregation and activation. Within a few hours, thrombi can form, potentially blocking blood vessels and inducing embolism. Clinical data clearly reflects the risks: 30% of deep vein thrombosis is caused by catheters; dialysis catheter thrombosis can lead to high hospitalization costs and increased infection rates; the five-year re-intervention rate for uncoated vascular grafts exceeds 20%. After a series of adverse events, companies not only have to accept regulatory rectification and report adverse events, but their product brand reputation will also suffer long-term damage.
Picking a coating partner isn't like picking a vendor for commodity consumables. The wrong choice doesn't show up on a quarterly cost report — it shows up in your biocompatibility test failure, your accelerated aging study, or your FDA additional information request. Here are the technical criteria that separate capable manufacturers from risky ones.
Start here. Ask any potential manufacturer one question: how is the heparin attached to the surface?
If the answer is ionic adsorption or physical entrapment, and your device is intended for anything beyond very short-term use, move on. You need a partner that does covalent grafting — where heparin is chemically bonded through stable, non-reversible linkages.
Then dig deeper. Ask about their curing process. Some manufacturers use UV curing, which offers tight control over reaction kinetics and works well for heat-sensitive substrates. Others use thermal curing, which can achieve higher cross-linking density on robust materials. The best manufacturers offer both and can recommend which route fits your specific substrate and use case.
Request accelerated aging data. A covalently bonded coating should maintain >80% of its initial antithrombogenic activity after conditions simulating the device's full intended implantation period. If a manufacturer can't produce this data, they haven't done the work.
Heparin coatings operate in the nanometer range. This isn't paint — you can't eyeball it. A coating that's too thin won't carry enough functional heparin to be effective. A coating that's too thick can alter the mechanical properties of thin-walled catheters, create delamination points, or interfere with tolerances in tight assemblies.
What you need from a manufacturer:
• Nanometer-level thickness control — they should specify their target thickness and tolerance range, not wave their hands at "thin coating"
• SEM (Scanning Electron Microscopy) verification — both for coating presence and uniformity across the device geometry. Complex devices with lumens, bifurcations, and tight radii are where uniformity breaks down. That's exactly where you need proof it holds up
• Batch-to-batch consistency data — coefficient of variation across production lots. Anything above 15% CV should raise questions about process control
A manufacturer who can't show you SEM images and statistical process data for a device similar to yours isn't a manufacturer — they're a hobbyist.
Blood-contacting devices don't come in one material. They come in PTFE, Pebax, Nylon, polyurethane, silicone, stainless steel, Nitinol, and increasingly in composite constructions that combine several of these. Each substrate has a different surface energy, different chemistry, and different preparation requirements for covalent heparin bonding.
A qualified coating manufacturer should have validated processes for the full range of materials you'll encounter:
• Fluoropolymers (PTFE, FEP) — notoriously low surface energy, require aggressive surface activation
• Polyamides and polyethers (Nylon, Pebax) — moderate surface energy, good covalent bonding potential with proper pretreatment
• Polyurethanes — formulation-dependent; thermoplastic PU and thermoset PU behave very differently
• Silicone elastomers — low surface energy, require plasma or chemical priming
• Metals (316L stainless steel, Nitinol) — oxide layer provides bonding sites, but surface preparation is critical for adhesion strength
Ask the manufacturer specifically which substrates they've validated, and ask for the adhesion test data. Tape pull tests, sonication durability tests, or flex-cycle testing for flexible devices — these aren't exotic requirements. They're baseline evidence that the coating stays put under mechanical stress.
This is where you filter out the shops that can make a coating from the ones that can make a coating you can actually sell.
ISO 13485 certification is mandatory. Not "in progress," not "aligned with," not "our parent company holds." The actual coating facility, under the entity name that will appear on your supply chain documentation, must be certified. Period.
Beyond that, you need a manufacturer who can provide:
• USP Class VI biocompatibility data — cytotoxicity, sensitization, intracutaneous reactivity, systemic toxicity, implantation studies
• ISO 10993 test reports — the full biological evaluation package, not just a subset
• FDA and CE regulatory support experience — they should understand what goes into a 510(k) submission or a CE technical file from the coating side. Can they provide a Letter of Access to their biocompatibility data? Do they have experience supporting customer regulatory filings?
• Master File or Drug Master File availability — some manufacturers file DMFs with FDA for their coating process, which significantly simplifies your regulatory pathway
A coating manufacturer who views regulatory as "your problem, not ours" will become your biggest bottleneck when it's time to submit.
Every coating shop can make ten prototype samples. That's not the hard part.
The hard part is maintaining coating quality when you go from 50 units to 50,000 units, when you need the 47th batch to match the 3rd batch, and when you need delivery in six weeks because your clinical trial timeline slipped.
Evaluate:
• Prototype turnaround time — how fast can they get you first articles for design validation? Two weeks? Four? If they say "it depends," ask what it depends on. A manufacturer with a mature process should give you a reliable lead time
• Production capacity — batch size limits, number of coating lines, cleanroom class. Don't accept "we can scale" without specifics
• Multi-site manufacturing — this matters more than most teams realize. A single-facility manufacturer is a single point of failure. Equipment downtime, contamination events, or local supply chain disruptions can halt your entire coating supply. Manufacturers with multiple certified facilities offer redundancy that protects your production continuity
• Supply chain stability for raw heparin — heparin sourcing has been a supply chain risk since the 2008 contamination crisis. Your manufacturer should have qualified multiple heparin API sources and should be able to demonstrate incoming material controls
If a device contacts flowing blood for more than a few minutes, it's a candidate for heparin coating. The clinical breadth is wider than most people realize. Here's how the application landscape breaks down:
Vascular intervention:
• Stent grafts — long-term implants exposed to arterial pressure and flow; coating durability is everything
• Vascular grafts — same story; thrombosis risk is the primary failure mode for small-diameter grafts
• Introducer sheaths — short-term but high-contact-area; coating reduces periprocedural thrombotic complications
Venous access:
• Central venous catheters (CVC) — among the most thrombogenic devices in common use; heparin coating reduces catheter-related DVT
• Peripherally inserted central catheters (PICC) — dwell times of weeks to months make surface anticoagulation critical
• Haemodialysis catheters — large-bore, high-flow-demand devices where partial thrombosis means inadequate dialysis
Cardiac:
• Heart valves — mechanical valves require lifetime anticoagulation; heparin coating on sewing cuffs and housing surfaces reduces thrombogenic stimulus
Peripheral and neurovascular:
• Neurological guidewires and catheters — small-vessel navigation where thrombus generation means stroke risk
• Embolic protection devices — ironic if a filter designed to catch emboli generates its own thrombus
Implants:
• Metal implants — orthopedic and spinal implants with venous plexus proximity
• Vena cava filters — long-term indwelling devices where strut thrombosis is a well-documented failure mode
The common thread across all these applications: the longer the device stays in the body, the more critical coating durability becomes. A PICC line dwelling for three weeks and a vena cava filter sitting for two years have very different coating requirements. Your manufacturer needs to understand this spectrum and engineer accordingly.
Heparin isn't the only game in town, and it's worth understanding where alternatives fit — and where they don't.
Phosphorylcholine (PC) coatings take a fundamentally different approach. PC mimics the outer membrane of red blood cells — it's a biomimetic surface that says "nothing to see here" to passing blood components. It's passive resistance: don't trigger the clotting cascade by looking like you're part of the blood.
Heparin, by contrast, is active. It doesn't just avoid triggering coagulation — it actively neutralizes thrombin at the surface. For devices in low-flow venous environments or for implants where even minimal protein adsorption eventually cascades into problems, heparin's active mechanism provides a wider safety margin.
That said, PC coatings have their place. They tend to be simpler to apply, less sensitive to substrate chemistry, and they work well for short-term devices where the passive biomimetic approach is sufficient. For long-term implants in demanding hemodynamic environments, heparin's active antithrombogenic mechanism gives you something PC can't match: a biochemical safety net that continues working even as surface morphology changes over time.
These aren't really competing approaches — they solve different problems.
Hydrophilic coatings reduce friction. They absorb water, create a slippery surface, and make catheter insertion smoother. That's about mechanical interaction, not biological interaction. A hydrophilic coating makes your device easier to insert. It does nothing to prevent thrombus formation once the device is sitting in a vessel.
Heparin coating doesn't care about friction coefficients. It cares about preventing the blood cascade that leads to clot formation.
In practice, these coatings are complementary, not competitive. It's entirely feasible — and increasingly common — to apply a hydrophilic coating for insertion lubricity and a heparin coating for antithrombogenic protection, either as separate layers or in a dual-function architecture. If a manufacturer tells you that you have to choose one or the other, find a manufacturer who can do both.
All the criteria above are easier to evaluate when you have a concrete reference point. jMedtech's Hygea® Heparin Antithrombogenic Coating platform illustrates what a mature, full-capability coating operation looks like in practice.
Bonding chemistry done right. Hygea® uses modified heparin molecules covalently grafted onto device surfaces through either UV curing or thermal curing processes. The dual-process capability isn't just a technical flexibility point — it means jMedtech can match the curing method to your specific substrate, maximizing bond strength without compromising substrate integrity. UV curing for heat-sensitive polymers. Thermal curing for maximum cross-link density on robust materials.
Nanometer-level precision. Coating thickness is controlled at the nanometer scale, verified by SEM imaging for both uniformity and adhesion. This isn't a marketing claim — it's a process control standard backed by inspection data on every production lot.
Validated across 11 device categories. The Hygea® platform has been applied to stent grafts, metal implants, introducer sheaths, CVCs, heart valves, vascular grafts, neurological guidewires and catheters, haemodialysis catheters, embolic protection devices, vena cava filters, and PICC lines. That's not a wish list — it's a validated application portfolio covering short-term access devices, long-term implants, small-diameter neurovascular tools, and large-bore extracorporeal circuits.
Manufacturing footprint. jMedtech operates three ISO 13485-certified manufacturing facilities with a combined 220,000+ square feet of production space. Three sites means production redundancy — if one facility faces maintenance or capacity constraints, the other two can pick up the load. For a coating customer, that translates to supply chain resilience that a single-site operation simply can't offer.
Scale and reach. Over 600 customers across 30+ countries. That volume isn't vanity — it means the coating process has been stress-tested across an enormous range of device geometries, substrate materials, and regulatory environments. When a manufacturer has coated 600+ different customer programs, they've encountered the edge cases you haven't thought of yet.
Regulatory support. jMedtech provides complete regulatory documentation packages, including USP Class VI and ISO 10993 biocompatibility data, to support their customers' FDA and CE submissions. They understand that the coating is part of your regulatory submission, and they engineer the documentation to support that reality.
Focus on four things: covalent bonding chemistry (not ionic adsorption), nanometer-level coating thickness control with SEM verification, validated substrate compatibility across the materials your device uses, and ISO 13485 certification plus a complete biocompatibility data package. The manufacturer should also demonstrate production scalability with batch consistency data, not just prototype capability.
Covalent bonding creates permanent chemical bonds between heparin molecules and the device surface — the coating doesn't wash off, degrade, or lose activity over time. Ionic bonding relies on electrostatic attraction, which is reversible and susceptible to wash-off under physiological flow conditions. For any device implanted beyond a few days, covalent bonding is the standard because it maintains antithrombogenic performance for the device's full intended lifespan.
Any device that contacts flowing blood is a candidate, but the highest-impact applications include vascular grafts, stent grafts, central venous catheters (CVC and PICC), haemodialysis catheters, heart valves, vena cava filters, and neurovascular guidewires and catheters. Devices with longer dwell times or implants see the greatest clinical benefit because thrombosis risk compounds over time.
Request SEM imaging for coating uniformity and thickness, accelerated aging studies that simulate the device's full implantation period, adhesion testing data (tape pull, sonication, or flex-cycle tests for flexible devices), and batch-to-batch statistical consistency reports with coefficient of variation. A qualified manufacturer should provide all of this as standard documentation, not as a special request.
ISO 13485 quality management certification is non-negotiable. Beyond that, the manufacturer should have USP Class VI and ISO 10993 biocompatibility test data for their coating process, and ideally experience supporting customer regulatory submissions (FDA 510(k), CE marking). Some manufacturers also maintain Drug Master Files (DMF) with regulatory agencies, which further streamlines your approval pathway.